













Udržování bezpečnosti potravin: Jak se liší maziva pro potravinářské účely
Každý potravinářský nebo nápojový výrobek v regálu supermarketu prošel labyrintem strojů - míchaček, dopravníků, čerpadel a balicích linek. Udržení bezpečného a hladkého chodu všech těchto zařízení závisí na jedné malé, ale životně důležité součásti: mazivech pro potravinářské účely. Pokud jde o výrobu potravin a nápojů, čistota a bezpečnost nejsou jen prostě prioritami, ale jsou to základní věci.
V tomto blogu vám přiblížíme, co jsou to maziva pro potravinářský průmysl, jaké hlavní typy se v tomto odvětví používají, jak vybrat to správné a jak společnost Rymax pomáhá výrobcům udržovat vysoký výkon.
Co jsou potravinářská maziva?
Potravinářská maziva jsou speciálně vyvinuté oleje a maziva pro stroje používané při výrobě potravin, nápojů a obalů. Tato maziva jsou vyrobena tak, aby snižovala tření a opotřebení a zároveň byla bezpečná pro případný náhodný kontakt s potravinami. Tyto výrobky se používají v potravinářském průmyslu, od pekáren a mlékáren až po drůbežářské, masné, cukrářské, nápojové a mražené výroby, a zajišťují výkonnost i hygienu.
Aby bylo zajištěno správné používání maziv určených pro potravinářské účely, jsou klasifikovány organizací NSF International:
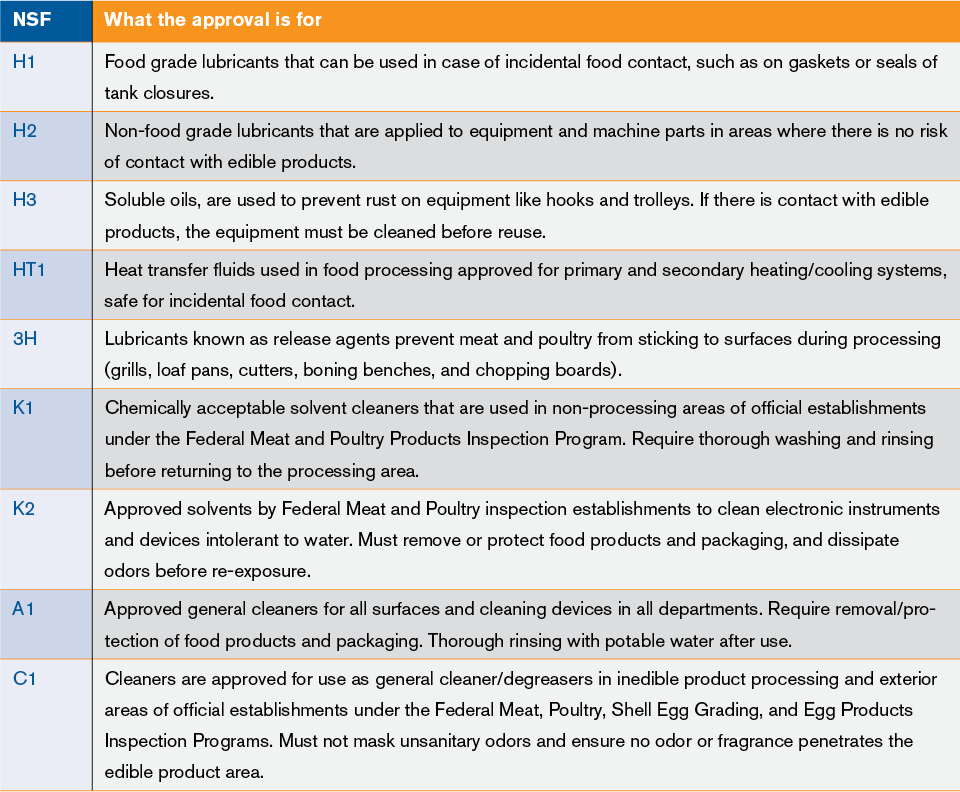
Co znamená certifikace NSF?
NSF International je celosvětová organizace, která zajišťuje, aby výrobky používané v potravinářském prostředí splňovaly přísné bezpečnostní normy. Pokud mazivo získá registraci NSF, znamená to, že výrobek splňuje potřebná zdravotní a bezpečnostní kritéria a pomáhá výrobcům dodržovat hygienické předpisy. Konkrétně registrace NSF H1 znamená, že mazivo je bezpečné pro náhodný kontakt s potravinami. Tato certifikace poskytuje jistotu, že mazivo podporuje výkonnost zařízení i bezpečnost potravin.
Kromě certifikace NSF vyžaduje mnoho zpracovatelů potravin také např. Halal a Kosher-maziva , aby splňovala různá očekávání předpisů a zákazníků. Tato schválení potvrzují, že maziva splňují přísné náboženské a hygienické normy, a umožňují výrobcům bez obav působit na globálních trzích.
Ve společnosti Rymax rozumíme náročným podmínkám, které se vyskytují v potravinářské výrobě, a proto jsou naše maziva pro potravinářské účely vyvinuta tak, aby splňovala normy NSF H1 a také normy Halal a Kosher. Náš sortiment pokrývá téměř všechny potřeby mazání v potravinářském průmyslu, od hydrauliky po řetězy, převodovky, ložiska, vzduchové kompresory a mnoho dalších.


Typy potravinářských maziv
Stejně jako ostatní průmyslová maziva jsou i maziva pro potravinářský průmysl k dispozici v několika typech, z nichž každý je určen pro specifická zařízení a procesy v potravinářském a nápojovém průmyslu. Každý typ hraje důležitou roli při zajišťování spolehlivého provozu, účinnosti a bezpečnosti výrobků, od hydraulických systémů až po dopravní řetězy. Praktický příklad toho, jak tato maziva podporují reálné aplikace, najdete v brožuře o pekařství, která upozorňuje na řešení maziv potravinářské kvality pro pekařské procesy.
Potravinářské oleje
Potravinářské oleje pokrývají různé aplikace, jako je hydraulické, převodové, kompresorové a víceúčelové mazání a další, a zajišťují bezpečný, efektivní a vyhovující provoz v celém potravinářském prostředí. Kdykoli uvidíte v sortimentu Rymax označení "FG", znamená to, že výrobek je vhodný pro potravinářské aplikace. Nabízíme zaměřené, ale komplexní portfolio, které zahrnuje oleje Hydra AW FG 46 a FG 68 pro hladký hydraulický pohyb a dlouhodobou ochranu součástí, oleje Gevitro FG 150 a FG 460 pro spolehlivý výkon v podmínkách vysokého zatížení převodů a oleje Boreas PAO FG 100 a FS FG 68 pro udržení čistého a efektivního provozu vzduchových kompresorů. Doplňují je univerzální víceúčelová řešení, jako jsou Multilube FG 15 a FG 68, která pomáhají zjednodušit údržbu a zároveň poskytují spolehlivou ochranu proti opotřebení, korozi a tření u více strojních součástí.


Potravinářská plastická maziva
Hliníkový komplex: Často se uvádí jako nejběžnější zahušťovadlo tuků používané v potravinářských tucích H1. Je vysoce ceněn pro svou vynikající odolnost vůči vodě, vysokou teplotu (vysoký bod kapání) a dobrou smykovou stabilitu. Všechny tyto vlastnosti mají zásadní význam v prostředí potravinářského průmyslu, kde dochází k častému omývání a vysokým provozním teplotám.
Sulfonát vápenatý: V posledních letech se zvýšila výroba plastických maziv s použitím zahušťovadla sulfonátu vápenatého, která jsou také velmi rozšířená v potravinářských přípravcích (H1). Mezi jejich hlavní výhody patří vynikající odolnost proti vodě, vynikající ochrana proti korozi a dobré vlastnosti při zatížení a extrémním tlaku (EP) bez nutnosti použití tradičních EP přísad, což je výhodné pro potravinářské formulace.
Zatímco oleje zvládají oběhové systémy a uzavřené mechanismy, plastická maziva pro potravinářské účely, jako jsou naše Aludax FS FG a Casdax FS FG, jsou vyvinuta pro oblasti, které vyžadují silnou přilnavost a odolnost proti vodě. Obvykle se používají na ložiska, dopravníky a kluzné kontakty v umývatelných zónách a poskytují trvalou ochranu proti vodě, korozi a mechanickému namáhání. I ve vlhkých nebo mokrých podmínkách si tato plastická maziva zachovávají svou konzistenci a zajišťují hladký a spolehlivý provoz.


V neposlední řadě
Potravinářská maziva mohou působit v zákulisí a zůstat bez povšimnutí, ale jejich význam pro bezpečnost potravin a efektivitu provozu je nepopiratelný. Díky vysoce výkonným řešením společnosti Rymax mohou výrobci po celém světě:
- chránit zařízení
- Udržovat shodu s předpisy
- Snížit prostoje
- Chránit spotřebitele
Ať už modernizujete mazací standardy nebo splňujete přísnější hygienické požadavky, společnost Rymax Lubricants vám poskytne technologii, odborné znalosti a prémiové produkty, které vám pomohou toho dosáhnout.

